

 Одними из видов токарного оборудования являются токарные автоматы продольного течения.
Одними из видов токарного оборудования являются токарные автоматы продольного течения.
Такие автоматы изготовляют на повсеместном предприятии сверхмощных съёмных деталей.
В зарубежных каталогах для этих пулеметов применяют наименование «токарный станок швейцарского типа», потому что они были изготовлены швейцарскими часовщиками в конце 19 века.
За многие годы принцип деятельности станков не переменилась, но приобрели много других возможностей.
Вы можете узнать про токарные автоматы продольного точения с ЧПУ больше информации, так как они рассматриваются одними из наиболее часто встречающихся видов снаряжения.
В состав оборудования входят несколько позиционируемых модулей тросового и режущего механизма, противошпиндель помимо классических деталей.
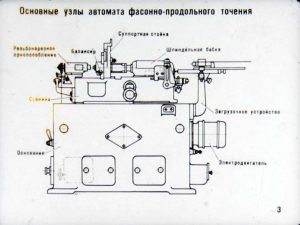
Устройство оборудования
Издавна формообразующим движением является вращение главного шпинделя. Вращение передачи является смещением шпинделя к оси вращения при направлении.
Ряд концептуальных проблем неизбежны при такой системе механизма резьбы.
Швейцарские технологи по этому поводу откопали неординарное решение.
Создавая ручной станочек и столярный пулемёт, шпиндель в котором располагается в статичном состоянии, реализовали вращение передачи динамичной шпиндельной бабкой по направлению оси вращения.
По сравнению с другими снаряжениями, автомат продольного точения с ЧПУ весьма выделяется особенностями, но он имеет те же классические комплектации, что и другие:
металлическая станина с перемещающими;
пластичная бабка со станком и цанговым режимом;
ланитная насадка;
блок неподвижных шпинделей с резцами;
оборудование для подачи прутковых разделок через шпиндель.
На ультрасовременном столярном пулемёте можно осуществлять шлифовку резцовым и тросовым механизмом поочерёдно на двух деталей.
Он является высокотехнологичным центром с числовым мультимедийным управлением.
Точнейшая активация вращенья помогает передать распиловку из одного шпинделя в другой.
С помощью одной конструкции можно производить два цоколя детали.
На одной схеме детали можно выполнить ряд технических спецопераций с помощью винтовочной головки и всевозможных блоков резцового и тросового механизма: точение, шлифование, резание ковки до выпуклого и штрихового фрезерования.









